 级进模具级进模具又叫连续模模,指的是压力机或油压机在一次冲压行程中,...
级进模具级进模具又叫连续模模,指的是压力机或油压机在一次冲压行程中,... 冲压件左侧前车门冲压件左侧前车门是指车门是用整块钢板一体冲压成型,并安装了侧...
冲压件左侧前车门冲压件左侧前车门是指车门是用整块钢板一体冲压成型,并安装了侧... 汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门...
汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门... 汽车模具汽车模具 主要的组成部分就是覆盖件模具。这类模具主要是冷冲...
汽车模具汽车模具 主要的组成部分就是覆盖件模具。这类模具主要是冷冲...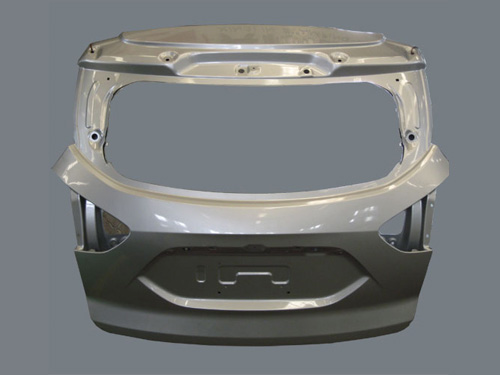 汽车覆盖件后背门汽车覆盖件后背门作为车身开闭件之一, 先它是一个运动件,需...
汽车覆盖件后背门汽车覆盖件后背门作为车身开闭件之一, 先它是一个运动件,需...常规的覆砂造型的5个工序是在同一工位上按顺序动作的,在覆砂造型的过程中,铁型在同一工位停留时间过长,图2清晰地表达了覆砂造型时间状态分布情况。
以受压液体作为工作介质进行能量传递、转换与控制的传动形式称为液压传动。
环境温度过高,并且液压系统高负荷运转时间长,也会使油温过高。主要原因是环境温度高,使液压站原有的液压油冷却循环装置作用难于发挥。
采用铁型覆砂铸造工艺生产铸件,具有铸件尺寸,造型材料消耗量少,工艺出品率高,铸件性能佳等诸多优点,适用于 铸件的大批量生产。
标准无 、同类标准,在国内国标、行标中属 制订。
标准主要规定铁型覆砂造型机的规格型号及相应参数、技术要求、试验方法、检测规则、标志、包装、储运和等内容,以上内容的具体依据如下。
铁型覆砂铸造生产工艺由于其生产的铸件产品组织致密、质量好,且具有显著的节能、节材和环保等优点,近年来在国内应用越来越广,已成为特种铸造装备的一个重要分支。
造型机为了提,使分型线的飞边 小,在全过程中将铸型紧实是其特点。