全自动造型机消失模研究现状与铸造涂料全自动造型机消失模铸造技术的研究现状,我们认为我国全自动造型...造型机试验及调试情况下型采用底射加砂,是否能实现加砂均匀性。...
全自动造型机消失模研究现状与铸造涂料全自动造型机消失模铸造技术的研究现状,我们认为我国全自动造型...造型机试验及调试情况下型采用底射加砂,是否能实现加砂均匀性。... 造型线消失模铸造与技术铝合金造型线的消失模铸造,在 等铸造发达 已可用...造型机容积损耗大弓I起油液发热与全自动造型机铸造造型机当回路里进入空气后,随着油液在高压区与低压区之间循环,空...造型机 值编码器的工作原理与砂型造型机 值编码器的工作原理与增量编码器非常相似。事实上...
造型线消失模铸造与技术铝合金造型线的消失模铸造,在 等铸造发达 已可用...造型机容积损耗大弓I起油液发热与全自动造型机铸造造型机当回路里进入空气后,随着油液在高压区与低压区之间循环,空...造型机 值编码器的工作原理与砂型造型机 值编码器的工作原理与增量编码器非常相似。事实上...
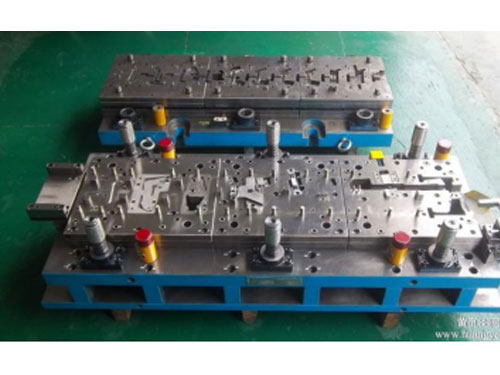
冲压件左侧前车门是指车门是用整块钢板一体冲压成型,并安装了侧门双防撞板。其强度与焊接门不可同日而语。
冲压件左侧前车门是一次性冲压出来的,不是上下两部分分别冲压, 后再焊在一起,一体式要比焊接式的能够承受 大的冲击力。
左侧前车门结构:
1、车门外板:0.6~0.8mm的薄钢板冲压成型;
2、车门加强横梁:即车门防撞梁,有封闭的圆管截面形式,也有钢板冲压成型;
3、车门内板:重要的支撑板件,又是车门附件的安装体,一般采用较厚的薄钢板。具有以下的特点:
⑴需拉延出较深的周边形成门厚;
⑵板面上需要冲压出各种形状的凸凹台,用于附件机构的安装;
⑶冲压出各种加强筋,以提高刚性,减小振动噪声。
4、车门加强板:对门体局部加强而设置。
⑴内板面上安装车门附件机构的部位,提高安装部位的刚度和连接强度;
⑵在门体安装铰链处、开度限位器处和门锁处等部位设置1.2~1.6mm厚的加强板,与车门内板焊接;
⑶车门内、外窗台处设置加强板,要考虑断面形式、密封条的固定安装结构。
5、车门窗框:大多采用薄钢板冲压成型或滚压成型。窗框结构断面要考虑的要点:
⑴与车身侧围门框的正确配合;
⑵良好的密封性能,密封条、玻璃导槽的布置和安装结构;
⑶符合玻璃升降的要求;
⑷窗框本身刚度,这对密封影响较大;
⑸窗框与内、外板的连接结构。