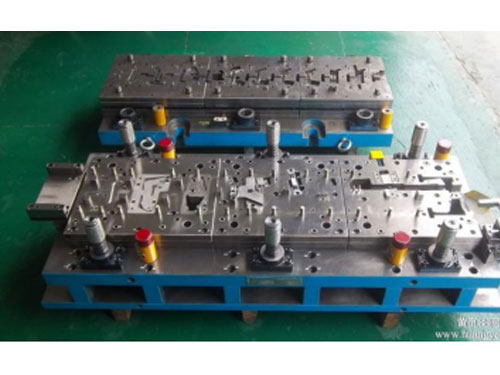
冷芯盒组芯造型线包含建立一个从供砂到混砂机到冷芯盒射芯机的全自动制型(芯)单元;建立一条无箱组芯合型的步进式输送线,实现涂料、烘干、合型自动化;建立1套浇注冷却循环线系统。
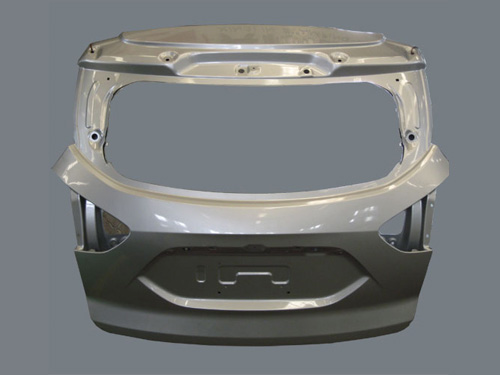
现代化的冷芯盒工艺造型线与各种粘土砂造型线相比,在投资成本方面、生产运行成本方面、环境保护方面、铸件质量方面有其传统粘土砂造型技术的优点,正被越来越多的铸造企业采用,替代传统的粘土砂造型工艺及金属型(重力铸造、低压铸造等)工艺。
我国静压造型线装备企业与同行相比缺乏 的创新能力,大部分是参照企业的设备进行仿制与改造;并且为了减少成本,一些国内企业“简化”了部分铸造设备,这导致了设备的性下降。
以经典的HWS静压造型线为例介绍静压造型线的工艺流程。静压造型线一般由造型段、下芯段、上箱段、浇注段、冷却段和返回段组成。
1、对造型机操作没有进行过培训的人员不得操作本设备。
全自动造型机由机身、起模机构、震击压实机构、转臂压头部分及气动管路系统等部件组成。
全自动造型机投入生产工作后,要注意全自动造型机故障检测,不然,机器很容易就会出现故障。
全自动造型机在使用一段时间后,压头可有能出现摆动动作迟钝、缓慢、应按下列方法进行造型机保养。