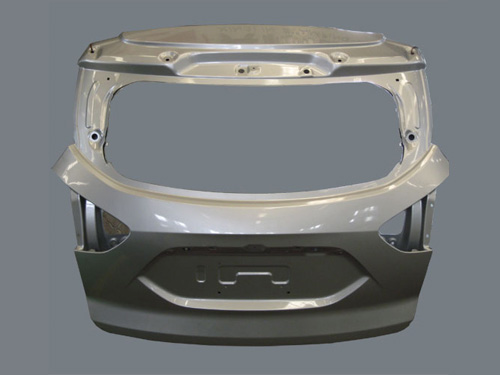
 汽车覆盖件后背门汽车覆盖件后背门作为车身开闭件之一, 先它是一个运动件,需...
汽车覆盖件后背门汽车覆盖件后背门作为车身开闭件之一, 先它是一个运动件,需... 级进模具级进模具又叫连续模模,指的是压力机或油压机在一次冲压行程中,...
级进模具级进模具又叫连续模模,指的是压力机或油压机在一次冲压行程中,... 汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门...
汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门... 平面磨床平面磨床导轨具有结构简单、制造方便、接触刚度大等优点。但传统...
平面磨床平面磨床导轨具有结构简单、制造方便、接触刚度大等优点。但传统...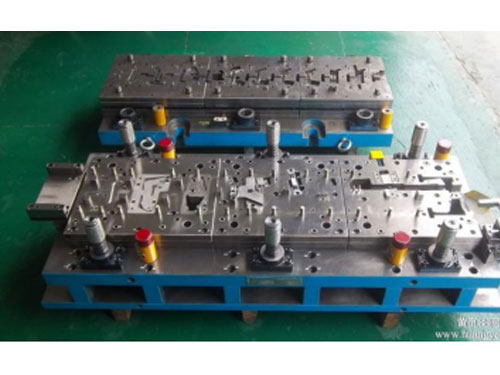 汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方...
汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方...切实地提高了覆砂造型的效率。串联式造型效率为85型/h,而循环式理论上可达到120型/h。
铁型由生产线进入工位Ⅰ,停留在闭合的开合辊道上,工位Ⅰ的升降平台上升,依次举起模具和铁型,直至铁型背面抵牢射砂头。
常规的覆砂造型的5个工序是在同一工位上按顺序动作的,在覆砂造型的过程中,铁型在同一工位停留时间过长,图2清晰地表达了覆砂造型时间状态分布情况。
以受压液体作为工作介质进行能量传递、转换与控制的传动形式称为液压传动。
环境温度过高,并且液压系统高负荷运转时间长,也会使油温过高。主要原因是环境温度高,使液压站原有的液压油冷却循环装置作用难于发挥。
目前,国内五金冲压模具行业发展特征明显,大型、、复杂产品成为行业主流,技术含量将不断提高,制造周期不断缩短,冲压件加工模具生产将继续朝着信息化、数字化、精细化、高速化和自动化方向发展,行业综合 和核心竞争力显著提升。
五金冲压模具的保养常用的就这几种了,其实还有很多种,但是一般维护的话都 要认真仔细,只有维护做到位了,你的工具才能 好的帮你做好事。
低端的汽车冲压模具,很多时候依靠了钳工的手工技术。结合现代数控加工技术的发展, 汽车冲压模具制造企业务要配置大型的龙门五面加工中心、大型龙门五轴加工中心、大型龙门三坐标测量设备以及的在线测量系统等。