 全自动造型机消失模研究现状与铸造涂料全自动造型机消失模铸造技术的研究现状,我们认为我国全自动造型...造型机试验及调试情况下型采用底射加砂,是否能实现加砂均匀性。...
全自动造型机消失模研究现状与铸造涂料全自动造型机消失模铸造技术的研究现状,我们认为我国全自动造型...造型机试验及调试情况下型采用底射加砂,是否能实现加砂均匀性。... 造型线消失模铸造与技术铝合金造型线的消失模铸造,在 等铸造发达 已可用...造型机容积损耗大弓I起油液发热与全自动造型机铸造造型机当回路里进入空气后,随着油液在高压区与低压区之间循环,空...造型机 值编码器的工作原理与砂型造型机 值编码器的工作原理与增量编码器非常相似。事实上...
造型线消失模铸造与技术铝合金造型线的消失模铸造,在 等铸造发达 已可用...造型机容积损耗大弓I起油液发热与全自动造型机铸造造型机当回路里进入空气后,随着油液在高压区与低压区之间循环,空...造型机 值编码器的工作原理与砂型造型机 值编码器的工作原理与增量编码器非常相似。事实上...
怎样正确使用铸造自动造型机:
1、开动造型机前,应先检查造型机的润滑装置是否完善,并按规定加油,检查各紧部件是否紧固,各操作手柄是否处于零位(空位),气阀动作是否灵活,管路有无漏气,然后打开总气阀放掉管路中的积气和积水。
2、造型机使用时要认真观察运转情况,在操作中应经常用空气吹净润滑部位和运转部位的砂粒,严禁各润滑部位粘砂。
3、每完成一次造型工作后要将工作台清理干净,才能进行 次造型工作的开始。
4、造型机使用时,操作者应熟悉造型机的机械部件、电器部件、动作程序、润滑系统等情况,以及设备使用中规定的其它要求。造型机紧实砂型程序4个步骤:振实、压头摆入、压实、压头摆出。造型机起模程序:工作台夹紧、起模杆升起、运走砂箱、机箱部复位。
5、造型机使用完毕后,要将手柄回到零(空)位,关闭各阀门,清扫设备,打扫现场,要保持设备各滑动(转动)部位的清洁和润滑,认真收检工具,模具。
正确的使用造型机能延长造型机的使用寿命,是非常重要的。
铸造自动造型机设备有很多种, 在此向大家介绍其中一种造型机的养护注意事项:
一、造型机压头部分
1、检查造型机压头前后板(磨擦板)间隙,是否有什么铁碴等异物阻碍,可 后试车。
2、打开压头上后面两根进气管,操纵阀分别扳在原位与摆入,看看管口进气是否够大,如果进气量小也会造成压头摆动缓慢,若是此原因可一直检查到操纵阀,直致空气滤清气,是否堵塞。
3、造型机压头上面有盖板(由4个M10内六角螺钉固定),打开观察齿条是否锈蚀严重,如果发生此情况,同样会造成压头动作迟钝,可用煤油或汽油清洗即可。
4、上述情况都未发生,就应打开压头两侧法兰盘(铸铁),检查齿条两侧Y型密封圈是否老化、变形,如是,也可造成压头缓慢。
5、 后一招,打开位于造型机压头后上端法兰盘,检查齿轮轴承的黄油是否变质,如果是这样,可用煤油或汽油冲洗,同时搬动压头,会感觉越来越松。
二、造型机压实部分
压实上升是靠气做动力,在工作一段时间后,可能出现压实上升而不回落的情况出现,这种情况有下列原因:
1、快排阀(铅盒金长方形)进入灰尘、砂料等使活塞不灵活,不能排气,使压实升起后不能回落,出现此情况,可拆下快排阀,进行清洗,重新装好即可。
2、缸座上口的密封圈损坏,使之能上升,却不能下降,只好拆缸座, 换密封圈。
三、造型机震击部分
造型机发生震击无力或不震击有如下几种原因。
1、空气滤清气堵塞,由于真空泵工作过程产生一些水份,长时间加上管路中一些异物便将空气滤清气中的滤芯堵死,压力表此时看着压力不小,但空气流量不够,造成机器震击无力。
2、活塞与泵铁?之间不润滑,发生锈蚀,也可造成震击无力,解决此问题,可打开通往震实台的橡胶管,注入一斤左右的煤油或汽油,然后上好,开机震击,这时震击的声响会有很明显的变化。
3、由于长时间震动,联接震定台与震击活塞的6条M20内六角钉松动,使震台与活塞之间有间隙,工作气流从此处泄漏,造成震击无力,特别是压实后不能震击。
 {fcity}汽车覆盖件发动机盖
汽车覆盖件发动机盖的在结构...
{fcity}汽车覆盖件发动机盖
汽车覆盖件发动机盖的在结构...
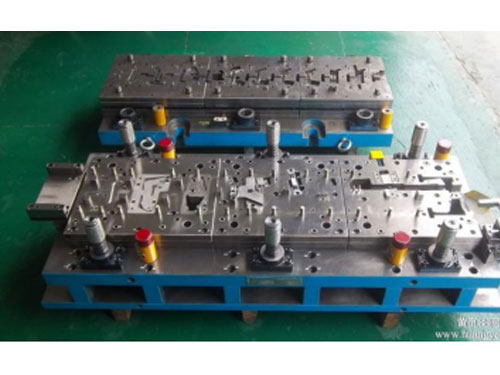 {fcity}汽车模具
汽车模具是我公司提供的主要...
{fcity}汽车模具
汽车模具是我公司提供的主要...
 {fcity}级进模具
级进模具又叫连续模模,指的...
{fcity}级进模具
级进模具又叫连续模模,指的...
 {fcity}汽车配件
汽车配件的性能检测 一、发动...
{fcity}汽车配件
汽车配件的性能检测 一、发动...