 全自动造型机消失模研究现状与铸造涂料全自动造型机消失模铸造技术的研究现状,我们认为我国全自动造型...造型机试验及调试情况下型采用底射加砂,是否能实现加砂均匀性。...
全自动造型机消失模研究现状与铸造涂料全自动造型机消失模铸造技术的研究现状,我们认为我国全自动造型...造型机试验及调试情况下型采用底射加砂,是否能实现加砂均匀性。... 造型线消失模铸造与技术铝合金造型线的消失模铸造,在 等铸造发达 已可用...造型机容积损耗大弓I起油液发热与全自动造型机铸造造型机当回路里进入空气后,随着油液在高压区与低压区之间循环,空...造型机 值编码器的工作原理与砂型造型机 值编码器的工作原理与增量编码器非常相似。事实上...
造型线消失模铸造与技术铝合金造型线的消失模铸造,在 等铸造发达 已可用...造型机容积损耗大弓I起油液发热与全自动造型机铸造造型机当回路里进入空气后,随着油液在高压区与低压区之间循环,空...造型机 值编码器的工作原理与砂型造型机 值编码器的工作原理与增量编码器非常相似。事实上...
全自动造型机用于制造砂型的铸造设备。它的主要功能是:填砂,将松散的型砂填入砂箱中;紧实型砂,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有 的强度;起模,利用不同机构将模样从紧实后的砂型中取出。
全自动造型机检查步骤:
全自动造型机往往在使用一段时间后,压头会出现摆动迟钝、缓慢,影响工作效率。这时只有经过仔细的对造型机诊断,分析出造成此异常情况的缘由,对其及时做出正确的处理才能保证造型机恢复正常。青岛华川集团凭借多年制造造型机的经验,告诉大家当造型机压头出现摆动迟缓、缓慢时应该从一下几个步骤逐步去检查, 终解决此问题。
步、检查造型机压头前后板间隙,是否有什么铁碴等异物阻碍,可 后试车。
步、打开压头上后面两根进气管,操纵阀分别扳在原位与摆入,看看管口进气是否够大,如果进气量小造型机压头摆动缓慢,若是此原因可一直检查到操纵阀,直致空气滤清气。
第三步、造型机压头上面有盖板,打开观察齿条是否锈蚀严重,如果发生此故障,同样会造成造型及压头动作迟钝,可用煤油或汽油清洗即可。
铸件后处理对清理后的铸件进行热处理﹑整形﹑防锈处理和粗加工的过程。铸件后处理是铸造设备生产的 后一道工序。
全自动造型机的铸件清理将铸件从铸型中取出, 掉本体以外的多余部分,并打磨精整铸造设备内外表面的过程。主要工作有 型芯和芯铁。
铸造有色合金用以浇注铸件的有色合金,是铸造设备中的一类。主要有铸造铜合金﹑铸造铝合金﹑铸造镁合金等。
模样仿真铸件形状形成铸型型腔的工艺装备或易耗件。为保证形成符合要求的型腔,模样应具有足够的强度﹑刚度。
冒口为避免铸件出现缺陷而附加在铸造设备上方或侧面的补充部分。在铸型中,冒口的型腔是存贮液态金属的容器。
芯盒将芯砂制成型芯的工艺铸造设备。可由木材﹑塑料﹑金属或其它材料制成。

 {fcity}级进模具
级进模具又叫连续模模,指的...
{fcity}级进模具
级进模具又叫连续模模,指的...
 {fcity}模具合模
模具合模是把压铸模合紧,让...
{fcity}模具合模
模具合模是把压铸模合紧,让...
 {fcity}模具
模具(mú jù),工业生产上用...
{fcity}模具
模具(mú jù),工业生产上用...
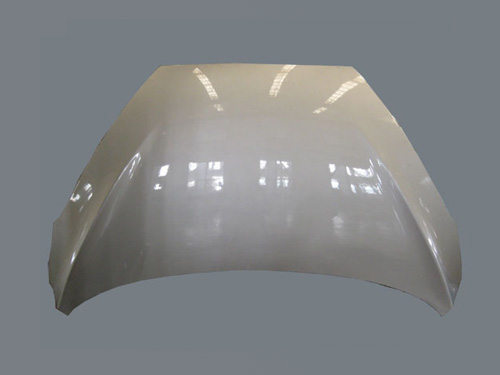 {fcity}汽车覆盖件发动机盖
汽车覆盖件发动机盖的在结构...
{fcity}汽车覆盖件发动机盖
汽车覆盖件发动机盖的在结构...