造型线投入运行后,用户能否保持的运行,从国内用户来看,相同供货厂商提供的设备,对不同用户而言,使用中性差别很大,这与用户对造型线的管理水平,操作维修人员的素质,日常操作、保养和维修有很大关系。
现场安装 好由的安装公司来承担。安装一般包括造型线各单机的定位;各种管线(液压管线、气动管线和电缆桥架)的安装
制造包括各设备零件的焊接、铸造、锻造、热处理和机加工,设备的装配,出厂试车和运输到用户;以上这些环节 有严格的质量管理体系、设备的质量。
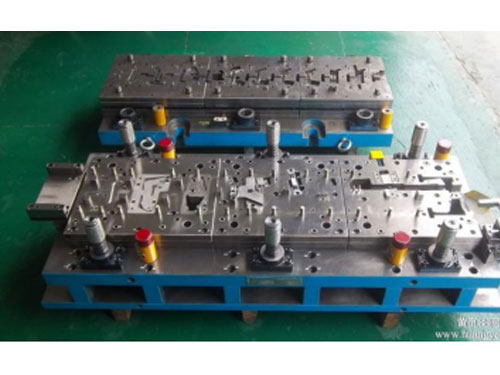
高生产率自动造型线对砂箱和主要单机(如造型机、捅箱机、分箱机、落箱机和合箱机)的刚度要高得多。
我国静压造型线装备企业与同行相比缺乏 的创新能力,大部分是参照企业的设备进行仿制与改造;并且为了减少成本,一些国内企业“简化”了部分铸造设备,这导致了设备的性下降。
造型机实型铸造和消失模铸造与常规有型腔铸造法的根本区别和不同之处,在于没有型腔铸造,均属实型铸造法(Full Mold Casting Process)。
真空密封造型是一种物理造型工艺方法。型砂中不加粘结剂、水和附加物,因而减轻了砂处理工作,而且造型线造型和铸件落砂清理的劳动量也减少,旧砂回用率可达以上。
全自动造型线消失模铸造技术是一项 成形的铸造。其铸造方法是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在常压或负压下