 冲压件左侧前车门冲压件左侧前车门是指车门是用整块钢板一体冲压成型,并安装了侧...
冲压件左侧前车门冲压件左侧前车门是指车门是用整块钢板一体冲压成型,并安装了侧...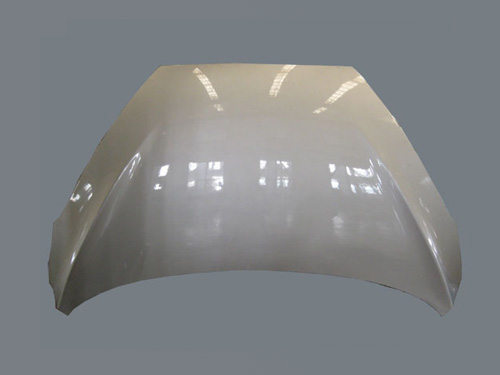 汽车覆盖件发动机盖汽车覆盖件发动机盖的在结构上一般由外板和内板组成,中间夹以隔...
汽车覆盖件发动机盖汽车覆盖件发动机盖的在结构上一般由外板和内板组成,中间夹以隔...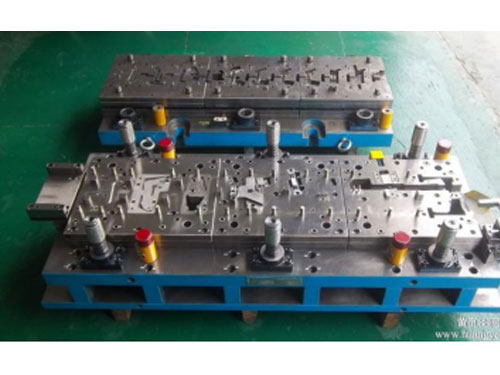 汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方...
汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方... 汽车配件汽车配件的性能检测 一、发动机气缸密封性检测 影响气缸密封性的...
汽车配件汽车配件的性能检测 一、发动机气缸密封性检测 影响气缸密封性的... 汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门...
汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门...目前在我国生产的造型机一般分为4大类,分别是压实式造型机、震实式造型机、震实式造型机、射压式造型机。
1 压实式造型机是利用气压或液压通过压头或模样对砂箱内的型砂施加压力来紧实型砂。这类造型机都设有微震震击机构,能够适应复杂模样的造型。
2 震压式造型机是对震实的砂型再进行压实,可以获得上下部紧实的砂型。常用的是微震压实式造型机,利用工作台下落与浮动的震铁相撞,微震紧实型砂,再进行压实。
3 震实式造型机此种造型机又可分为震击式和微震式造型机两种。砂箱和模样固定在造型机的工作台上,利用工作台下落时与砧座撞击面的相撞、砂粒的惯性来紧实砂型。这种造型机噪声严重,所造砂型上部的紧实度很低,已被微震压实造型机所代替。
4 射压式造型机它是利用压缩空气将型砂均匀地射入砂箱预紧实,然后再施加压力进行压实。常用的有垂直型无箱射压造型机和水平分型脱箱射压造型机。砂型造好后合型脱箱,下芯比较方便,。
造型机用于制造砂型的铸造设备,造型机的主要功能有:填,将松散的型砂填入砂箱中;紧实型砂。造型机在工业生产中被广泛应用,如何 操作造型机是每个生产人关心的问题,下面介绍造型机 操作规程:
1、遵守造型机和制芯机通用操作规程。
2、造型机起模时,顶杆 平稳而又同步上或,否则,通知维修人员修理。
3、造型机压实时,压砂横梁转架应平稳地转动,不要操作过猛,产生冲击。
4、操作者在生产前后 注意模具是否良好,外模与芯模的定位销是否配套。
5、操作造型机的工作人员应思想集中。
6、造型机合箱完工后,应按工艺规定,将模子吊搬到制定的浇注点(线)。摆放整齐,并加以压铁或卡子锁箱。杂件 注明记号。
7、造型机砂箱不准堆放太高,一般不得超过两米,所用工具 堆放整齐,防止发生事故。
8、使用喷灯时应注意 ,防止火灾发生,使用行灯 是36V以下低压灯泡,禁用220V以上高压灯泡。
9、造型机使用行车时应先检查吊具是否良好,起吊时应将钩子扎牢链条拉直,不准斜吊和超负荷起吊。
10、严禁在起吊砂箱下面修模操作。大型砂箱开箱,翻身垫箱时 用方形物件垫妥。
11、造型机使用的砂箱 牢固,搭手要完整,无裂纹和弯曲现象。