 汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方...
汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方... 镶块单件加工镶块单件加工其包括步骤: (1)在块镶块上加工出挡墙面A,并将此挡...
镶块单件加工镶块单件加工其包括步骤: (1)在块镶块上加工出挡墙面A,并将此挡... 汽车模具配件汽车模具配件主要的组成部分就是覆盖件模具。这类模具主要是冷冲...
汽车模具配件汽车模具配件主要的组成部分就是覆盖件模具。这类模具主要是冷冲...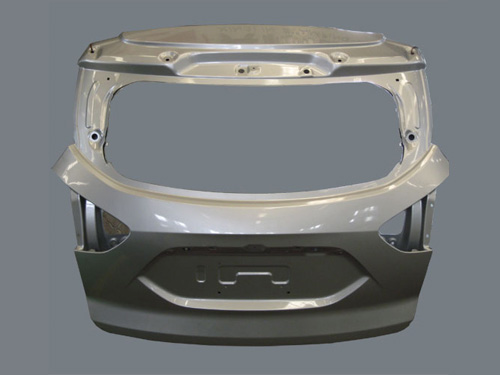 汽车覆盖件后背门汽车覆盖件后背门作为车身开闭件之一, 先它是一个运动件,需...
汽车覆盖件后背门汽车覆盖件后背门作为车身开闭件之一, 先它是一个运动件,需... 汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门...
汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门...射芯机气动系统是由排气回路、顺序控制回路、电磁换向回路和调压回路等基本回路组成。由于采用电磁——气控,使该系统具有自动化程度高、动作互锁、 保护完善和系统简单等优点。
1.工作台上升和芯盒夹紧
空芯盒随同工作台被小车送到顶升缸9的上方并压合行程开关1XK,使电磁铁2DT通电,电磁换向阀6换向。经电磁换向阀6出来的气流分为三路: 路经排气阀15进入闸门密封圈17的下腔,用以提高密封圈的密封性能; 路经排气阀8进人顶升缸9,升起工作台.使芯盒压紧在射砂头12的下面,将芯盒压紧l当顶升缸中的活塞上升到顶点后.管路中气压升高,达到0.5MPa时,单向顺序阀7开启,使第三路气流进入夹紧缸11和22,将芯盒水平夹紧。
2.射砂
当夹紧缸11、22内的气压大于0.5MPa后,压力继电器10压合,电磁铁3DT得电,使电磁换向阀23换向,排气阀21关闭,同时使环形薄膜射砂阀16的上腔排气。此时,贮气包13中的压缩空气将顶起射砂阀16的薄膜,使贮气包的压缩空气进入射砂筒进行射砂。射砂时间的长短由时间继电器控制。射砂结束后,3DT失电,电磁换向阀23复位,使射砂阀16关闭,排气阀21打开,排除射砂筒内的余气。
3.工作台下降
射砂筒排气后,2DT失电,电磁换向阀6复位,使顶升缸靠重力下降l夹紧缸11和22同时退回原位,并使闸门密封圈17下腔排气。当顶升缸下降到 低位置后,射好砂芯的芯盒由工作台小车带动与工作台一起被送到取芯机处完成硬化与起模工序。
4.加砂
当工作台下降到终点压合行程开关2XK时,1DT得电,电磁换向阀5换向,闸门气缸20左行,使加砂闸门打开,砂斗向射砂简内加砂,加砂的时间长短由时间继电器控制。到达预定时间时,电磁铁1DT失电,电磁换向阀5复位,闸门气缸右行,使加砂停止。