 级进模具级进模具又叫连续模模,指的是压力机或油压机在一次冲压行程中,...
级进模具级进模具又叫连续模模,指的是压力机或油压机在一次冲压行程中,... 平面磨床平面磨床导轨具有结构简单、制造方便、接触刚度大等优点。但传统...
平面磨床平面磨床导轨具有结构简单、制造方便、接触刚度大等优点。但传统... 汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门...
汽车覆盖件右侧后车门汽车覆盖件右侧后车门的好坏,主要体现在,车门的防撞性能,车门... 汽车模具汽车模具 主要的组成部分就是覆盖件模具。这类模具主要是冷冲...
汽车模具汽车模具 主要的组成部分就是覆盖件模具。这类模具主要是冷冲...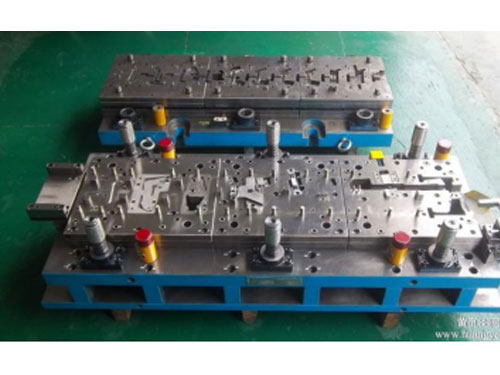 汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方...
汽车模具汽车模具是我公司提供的主要产品之一,汽车模具根据产品的加工方...早出现于19世纪中期,早期的造型机是一种简单的手动压实带起模的机构,后来采用压缩空气作为震实和压实型砂的动力。1890年出现了震击式造型机,使造型效率和砂型精度都有了提高。造型机按其紧实型砂的方法不同可分为压实式、震实式、震压式、射压式造型机和抛砂机。
造型机结构
造型机由机身、起模机构、震击压实机构、转臂压头部分及气动管路系统等部件组成。
1.机身为一的空心框架工件,上部支撑转臂压头部分,压实时转臂勾住机身使压 由机身承受,机身与震击机构用螺栓连接在一起,转臂压头部分,压头固定在可以回转的摇臂上,压头有螺旋升降机可根据砂箱高度调至压头至砂箱的距离
2.转臂是通过手拉阀控制油缸活塞往返运动,实现正臂和转臂运动。
3.起模结构由两只起模缸、连杆、平衡轴、起模台、起模杆等组成,起模缸启动时带动连杆、平衡轴、起模台使四根顶杆同时顶起砂箱起模。
4.震击压实结构。采用弹簧微震气动压实结构,压实震击使震动增加。起模时夹紧气缸将震实缸体锁紧,落模时夹紧气缸松开。
5.气动管路系统:输入的压缩空气,经空气过滤器去除压缩空气中的水及杂质,然后经油雾器注入润滑油,供给各气动元件和机构,机器动作由手拉阀控制台实现。
6.气源供给和润滑。机器是由气源作能源和油做润滑来实现工作的。进气压力大小和油量大小分别由减压阀和调油阀来调节。气源经过油雾器时根据虹吸原理将油吸入管路,雾状进入各管路系统进行润滑。
造型机设备是采用数控加工中心进行加工,机械内外铸件均为球墨铸铁,结实。它的主要功能是:填砂,将松散的型砂填入砂箱中;紧实型砂,通过震实、压造型机实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有 的强度;起模,利用不同机构将模样从紧实后的砂型中取出。造型机设备结构简单故障率,能长时间内在恶劣条件下作业,维修也 方便,故而很受用户青睐,该机适用于启模难度大,要求精度较高之产品,是电机外壳,针车零件、汽车配件等生产的上选。